


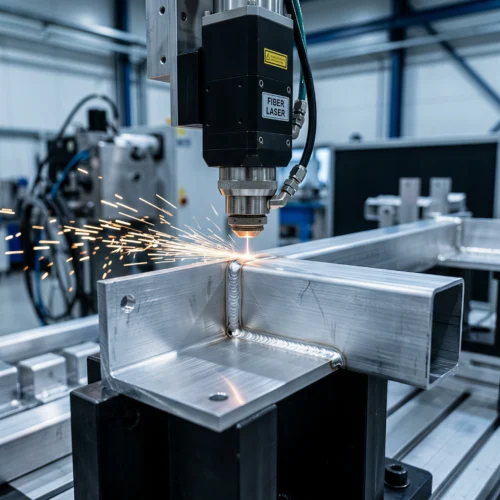
Choosing Laser Tube Cutting Power is one of the most important steps when buying a laser tube cutting machine. Many buyers ask the same question: should I choose 1500W, 3000W, 6000W, or 12000W?
The simple answer is this: the right wattage depends on tube material, wall thickness, tube diameter, daily production volume, cutting speed, and edge quality requirement.
For thin tubes, lower power can be enough. In medium-thick tube production, 3000W–6000W is often more practical. When factories cut thick-wall tubes or run high-volume industrial production, 6000W–12000W may be needed. However, higher power is not always better. The best choice is the power level that matches the factory’s real work.
If you want a fast answer, start with this practical guide.
| Main Tube Thickness | Common Materials | Suggested Power | Best For |
|---|---|---|---|
| 0.8–2 mm | Carbon steel, stainless steel, galvanized steel | 1500W | Light tube products, furniture, shelves, decorative tubes |
| 2–4 mm | Carbon steel, stainless steel, galvanized steel, aluminum | 3000W | General tube fabrication, fitness equipment, racks, frames |
| 4–6 mm | Carbon steel, stainless steel, aluminum | 3000W–6000W | Machinery frames, auto parts, industrial structures |
| 6–8 mm | Carbon steel, stainless steel, aluminum | 6000W | Medium-heavy production, stronger structural tubes |
| 8–12 mm | Carbon steel, stainless steel | 6000W–12000W | Heavy industry, construction machinery, steel structures |
| Reflective metals | Aluminum, brass, copper | Choose one level higher | Sample testing is strongly recommended |
This table is designed for production selection, not extreme cutting limits. A machine may cut thicker material at slow speed, but that does not always mean it is the right choice for daily production.
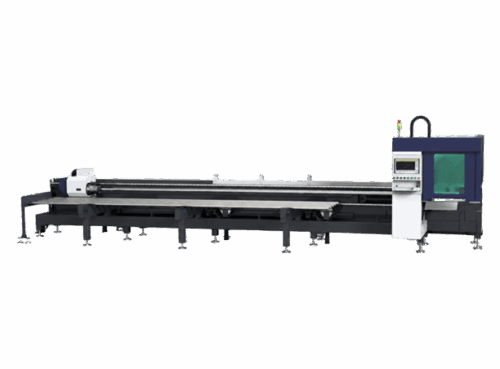
For buyers who process long tubes in batches, an automatic loading system can also improve production flow. In that case, a fully automatic laser tube cutting machine may be more suitable than a manual loading solution.

For most buyers, the easiest way to choose Laser Tube Cutting Power is to start with the tube wall thickness used most often in daily production.
First, tubes under 2 mm usually work well with 1500W, especially for light carbon steel, stainless steel, and galvanized steel applications.
Next, when the common wall thickness is around 2–4 mm, 3000W is often a more balanced choice for general tube fabrication.
For medium-thick tubes around 4–8 mm, 6000W can provide stronger cutting capacity, better speed, and more stable output.
When the wall thickness is above 8 mm, buyers should consider 6000W–12000W, especially for heavy structural parts or continuous production.
Meanwhile, aluminum, brass, and copper usually require a higher power range because these materials are more reflective.
Therefore, the safest rule is simple: choose wattage by your most common production thickness, not only by the maximum thickness you may cut occasionally.
Laser power affects cutting ability, piercing speed, cutting speed, and edge quality. However, wattage is not the only factor.
Two factories may both cut 4 mm tubes, but they may need different machines. One factory may cut simple carbon steel tubes slowly. Another factory may cut stainless steel tubes with many holes and high edge quality requirements. These two jobs do not have the same power requirement.
Buyers should also consider:
Therefore, the best laser tube cutting machine is not always the highest-power machine. It is the machine that matches the actual production range.
Carbon steel is one of the most common tube materials. It is widely used in metal furniture, fitness equipment, machinery frames, steel structures, agricultural machinery, construction machinery, and general fabrication.
For carbon steel tube, use this practical selection guide:
| Carbon Steel Tube Wall Thickness | Recommended Power | Buyer Suggestion |
|---|---|---|
| 0.8–2 mm | 1500W | Suitable for light fabrication and thin tube products |
| 2–4 mm | 3000W | A balanced choice for general tube processing |
| 4–6 mm | 3000W–6000W | Choose 6000W if speed and batch production matter |
| 6–8 mm | 6000W | Better for stronger structures and faster output |
| 8–12 mm | 6000W–12000W | Choose based on production volume and edge requirement |
| Above 12 mm | 12000W or higher | Sample cutting and project evaluation required |
Thin carbon steel tube users may find 1500W or 3000W enough for daily production. In contrast, factories that process 6–8 mm carbon steel tubes every day usually need 6000W for better speed and stability. When thick-wall tubes are the main product, higher power should be evaluated through sample cutting.
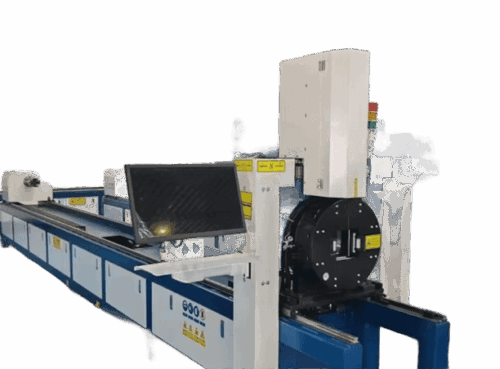
For small-batch users, a semi-automatic laser tube cutting machine can be a practical option when budget, flexibility, and tube variety matter more than full automation.
Stainless steel is common in kitchen equipment, metal furniture, handrails, guardrails, decoration, medical equipment, food equipment, and machinery parts.
Compared with carbon steel, stainless steel buyers often care more about clean edges, low discoloration, and reduced post-processing. Nitrogen is commonly used when users need cleaner stainless steel edges.
| Stainless Steel Tube Wall Thickness | Recommended Power | Buyer Suggestion |
|---|---|---|
| 0.8–2 mm | 1500W | Suitable for decorative tubes and light stainless products |
| 2–3 mm | 3000W | Good for common stainless tube fabrication |
| 3–5 mm | 3000W–6000W | Choose 6000W for better speed and cleaner production |
| 5–8 mm | 6000W–12000W | Suitable for heavy stainless tube processing |
| Above 8 mm | 12000W or higher | Sample testing required |
For 1–2 mm stainless steel tubes, 1500W can be a cost-effective choice. When the buyer often cuts 3–5 mm stainless steel, 3000W–6000W is safer for stable production. In addition, higher power can reduce processing pressure when edge quality and speed are both important.
Galvanized steel tubes are common in construction fittings, shelves, guardrails, light structures, and general metal fabrication.
The power range is often similar to carbon steel tube. However, the zinc coating can affect smoke, fumes, and surface cutting behavior. Ventilation and fume extraction are important.
| Galvanized Steel Tube Wall Thickness | Recommended Power | Buyer Suggestion |
|---|---|---|
| 0.8–2 mm | 1500W | Suitable for thin galvanized tube products |
| 2–4 mm | 3000W | Practical for general fabrication |
| 4–6 mm | 3000W–6000W | Choose according to speed and batch volume |
| 6–8 mm | 6000W | Better for medium-thick structural tubes |
For galvanized tubes, buyers should check both cutting effect and workshop ventilation. Sample testing is recommended when surface quality is important.
Aluminum is lightweight and widely used in frames, electronics, transportation parts, machinery parts, and special structures. However, aluminum is more reflective than carbon steel, so it often needs stronger power and stable processing parameters.
| Aluminum Tube Wall Thickness | Recommended Power | Buyer Suggestion |
|---|---|---|
| 1–2 mm | 1500W–3000W | Choose 3000W if speed matters |
| 2–4 mm | 3000W–6000W | A practical range for most aluminum tube jobs |
| 4–6 mm | 6000W | Better for stable production |
| 6–8 mm | 6000W–12000W | Sample cutting recommended |
| Above 8 mm | 12000W or higher | Project evaluation required |
If aluminum is only a small part of production, buyers can choose based on the main material. If aluminum tube cutting is frequent, choose one power level higher than carbon steel of similar thickness.
For factories that process both aluminum sheets and tubes, a fiber laser cutting machine can also support flat sheet production together with a tube cutting system.
Brass and copper are reflective metals. They are used in electrical parts, fittings, decorative products, precision components, and some industrial applications.
Because these materials reflect more laser energy, power selection should be more careful. Machine configuration, laser source protection, cutting parameters, and sample testing are very important.
| Material | Wall Thickness | Recommended Power | Buyer Suggestion |
|---|---|---|---|
| Brass tube | 0.8–2 mm | 3000W | Suitable for thin brass tube cutting |
| Brass tube | 2–4 mm | 3000W–6000W | Choose based on edge quality and speed |
| Brass tube | 4–6 mm | 6000W–12000W | Sample cutting strongly recommended |
| Copper tube | ≤1.5 mm | 3000W | Thin copper tube and fittings |
| Copper tube | 1.5–3 mm | 6000W | Better for stable cutting |
| Copper tube | 3–5 mm | 6000W–12000W | Sample cutting required |
For brass and copper, buyers should not choose power only from a table. Real sample testing is the safest way to confirm cutting stability.
Different industries have different power needs. Buyers can also choose by application.
| Industry | Common Tube Thickness | Suggested Power |
|---|---|---|
| Metal furniture | 0.8–3 mm | 1500W–3000W |
| Display racks and shelves | 0.8–3 mm | 1500W–3000W |
| Fitness equipment | 2–6 mm | 3000W–6000W |
| Guardrails and handrails | 1.5–4 mm | 3000W |
| Automotive parts | 2–6 mm | 3000W–6000W |
| Agricultural machinery | 4–10 mm | 6000W–12000W |
| Construction machinery | 6–12 mm | 6000W–12000W |
| Steel structures | 6–12 mm or thicker | 6000W–12000W |
| Brass or copper fittings | 1–5 mm | 3000W–12000W, test first |
For many small and medium workshops, 3000W is a good starting point. Meanwhile, factories with regular medium-thick tube work may find 6000W more flexible. For heavy industrial production, 12000W should be evaluated through sample cutting and production cost analysis.

Your main tubes are thin carbon steel, stainless steel, or galvanized steel tubes under 2 mm. You care about lower investment cost, and production speed is not extremely high.
Typical users include metal furniture factories, display rack manufacturers, small workshops, and light fabrication users.
Your tube thickness is usually 2–4 mm. You need a balanced machine for daily production, and you want better flexibility than 1500W.
Typical users include fitness equipment factories, guardrail manufacturers, hardware producers, metal furniture makers, and general tube processing workshops.
Your tube thickness is often 4–8 mm, or you need faster cutting speed for medium-thick tubes. You also want more material flexibility for stainless steel, aluminum, brass, or heavier carbon steel.
Typical users include machinery manufacturers, automotive parts suppliers, agricultural machinery factories, and medium-heavy fabrication plants.
Your factory regularly cuts thick-wall tubes above 8 mm, or you need high productivity in heavy-duty production. You should also choose this range when thick stainless steel, aluminum, brass, or copper tubes are part of the main production.
Typical users include construction machinery manufacturers, steel structure factories, heavy equipment manufacturers, and large industrial tube processing plants.
Many cutting thickness charts show maximum cutting thickness. However, maximum thickness does not always mean stable production thickness.
A laser may cut a thick tube slowly, but the edge may need more post-processing. Piercing may be slower. Cutting speed may not meet daily output requirements. Also, burrs and heat effects may increase.
Industry discussions about laser cutting power also show that power selection should be connected with material handling, production flow, and practical processing needs, not only maximum cutting thickness.
Therefore, buyers should ask a more practical question:
Can this power cut my material thickness every day with acceptable speed, edge quality, and cost?
This question is more useful than asking only the maximum thickness.
Before choosing laser tube cutting power, prepare this information:
The most common wall thickness is more important than the maximum wall thickness. For example, if 90% of your tubes are 2–4 mm and only 10% are 8 mm, you may not need to buy the highest-power machine. You can choose based on daily work and outsource rare thick-tube jobs if needed.
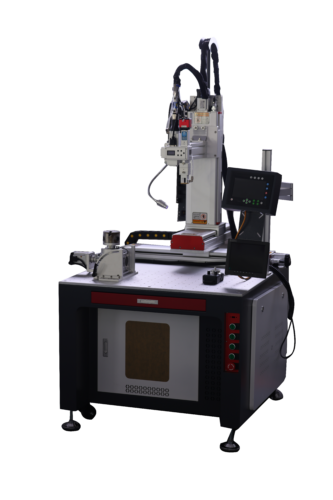
For flexible workshops that process small batches or mixed tube types, a manual laser tube cutting machine may also be considered when automation is not the main priority.
Power selection tables are helpful, but sample cutting is the most reliable way to confirm the machine.
Sample cutting can show:
Sample testing is especially important for aluminum, brass, copper, thick stainless steel, special-shaped tubes, and parts with many holes or tight tolerances.
For buyers comparing different equipment types, this guide on tube cutting machine vs sheet cutter can also help clarify when a tube-specific machine is more suitable than a flat sheet cutting machine.
Laser tube cutting requires proper safety planning. The process involves laser radiation, sparks, smoke, fumes, moving chucks, and automatic feeding systems.
Factories should plan ventilation, fume extraction, operator training, protective covers, and regular maintenance. Galvanized steel tube cutting also requires attention to fumes from the coating.
For general workshop safety planning, buyers can review OSHA laser hazards standards. This helps factories consider operator protection, laser radiation control, and safe working procedures.
In addition, factories should maintain chucks, guides, cutting heads, lenses, and gas systems regularly. Stable machine condition helps maintain cutting quality over time.
Prato Laser can help buyers choose laser tube cutting power based on tube material, wall thickness, tube diameter, tube shape, cutting drawings, production volume, and automation requirements.
For thin-wall tube processing, 1500W–3000W can be considered. In general manufacturing, 3000W–6000W is often a practical range for daily production. When the job involves thick-wall tubes or heavy industrial applications, 6000W–12000W may be more suitable.
Prato Laser laser tube cutting solutions support round tubes, square tubes, rectangular tubes, oval tubes, and shaped profiles. Buyers can also evaluate automatic loading, zero-tail cutting, bevel cutting, chuck configuration, and material support according to real production needs.
To compare suitable machine types, visit the Prato Laser laser tube cutting machine page.
For more industrial laser solutions, visit the Prato Laser homepage.
Laser Tube Cutting Power should be selected by material, wall thickness, production volume, cutting speed, and edge quality. Therefore, buyers should avoid choosing a machine only by maximum cutting thickness.
For thin tubes under 2 mm, 1500W is often enough. However, if production speed is important, some buyers may still prefer 3000W for better flexibility.
For common 2–4 mm tube processing, 3000W is a practical choice. In addition, it works well for many workshops that process carbon steel, stainless steel, galvanized steel, and some aluminum tubes.
For 4–8 mm medium-thick tubes, 6000W is more suitable. As a result, factories can improve cutting speed, reduce processing pressure, and support more stable batch production.
For thick-wall tubes above 8 mm, 6000W–12000W should be considered. Meanwhile, brass, copper, and thick aluminum tubes also require more careful power selection because they are more reflective materials.
Finally, the right machine is not always the most powerful machine. Instead, it is the machine that cuts your daily materials efficiently, consistently, and profitably.
In the end, Laser Tube Cutting Power should be selected based on daily production needs, not only the maximum thickness a machine can cut.
Choose 1500W for thin tubes under 2 mm, 3000W for common 2–4 mm tubes, 6000W for 4–8 mm tubes, and 6000W–12000W for thick-wall tubes above 8 mm.
Yes. 1500W is enough for many thin-wall carbon steel, stainless steel, and galvanized steel tubes around 0.8–2 mm. It is suitable for light fabrication and decorative tube products.
Yes. 3000W is a practical choice for many workshops that cut 2–4 mm carbon steel, stainless steel, or galvanized steel tubes. It offers better flexibility than 1500W.
Choose 6000W if you often cut 4–8 mm tubes, need faster production, or process stainless steel, aluminum, brass, or heavier structural tubes.
You need 12000W only if your factory regularly cuts thick-wall tubes, heavy structures, or reflective metals with high production requirements. It is not necessary for thin-wall tube work.
Usually yes. Aluminum is more reflective than carbon steel, so it often needs higher power for stable cutting and better productivity.
Yes, but brass and copper are reflective materials. They need careful parameter settings, suitable machine configuration, and sample testing.
No. Maximum cutting thickness is only a reference. Buyers should choose power by stable daily production thickness, cutting speed, edge quality, and cost.
Send tube material, wall thickness range, tube diameter, tube length, tube shape, drawings, daily production volume, edge quality requirements, and sample materials.





English